
| Tu van TS 16949, Tu van ISO/TS 16949, Tu van TS 16949:2002 |
| ISO/TS 16949 | |||||||||
|
TS 16949 là Hệ thống quản lý chất lượng ISO 9000 áp dụng cho các đơn vị sản xuất, lắp ráp xe hơi, tuy nhiên đây là một yêu cầu chuyên nghành có những yếu tố đặc trưng đòi hỏi cao hơn. Chúng ta cũng ít nghe tới những hãng xe hơi về việc áp dụng tiêu chuẩn này mà có chăng chỉ nghe đến các đơn vị sản xuất, gia công linh kiện xe hơi, nhưng thực tế thì các doanh nghiệp này đã áp dụng và đối với họ những tiêu chuẩn này là công cụ để quản lý chứ không phải công cụ để quảng cáo.
Phân tích tác động và hình thức sai lỗi (Failure Modes and Effects Analysis - FMEA) www.tuvaniso.org
Việc phân tích những phương thức xảy ra sai lỗi và ảnh hưởng của nó là một hình thức để xác định và phân loại theo thứ tự ưu tiên đối với các vấn đề tiềm tàng. Bằng cách tiến hành các hoạt động dựa vào việc công cụ FMEA, một nhà quản lý, một đội cải tiến, hoặc người phụ trách quá trình có thể tập trung vào các kế hoạch ngăn ngừa, giám sát và ứng phó, nơi có nhiều khả năng sự cố xảy ra. Ý tưởng về FMEA xuất phát từ các ngành công nghiệp có nhiều khả năng rủi ro như ngành hàng không và quốc phòng.
Năng lực quá trình www.tuvaniso.org
- CP : Chỉ số tiềm năng - CPU : Chỉ số năng lực quá trình trên - CPL : Chỉ số năng lực quá trình dưới - k : Chỉ số tập trung trung tâm của quá trình - CPK : Chỉ số năng lực của quá trình
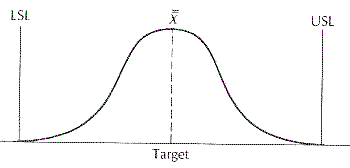
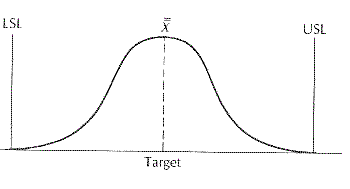
Quá trình gọi là có năng lực khi 6σ trùng với độ rộng giới hạn kỹ thuật
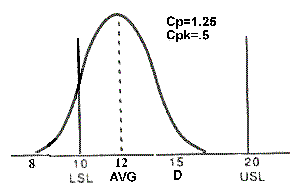
Có 3 trường hợp làm cho qúa trình không có năng lực : - Quá trình không ổn định - Quá trình quá gần với một giới hạn kỹ thuật - Độ phân tán của quá trình tăng cao quá mức
Quá trình không có năng lực
Quá trình có năng lực
Chỉ số tiềm năng của quá trình CP : Phương pháp đơn giản để đánh giá tiềm năng là sự liên hệ giữa : Độ rộng thực tế của quá trình = 6σ với Độ rộng cho phép của quá trình = USL – LSL (giới hạn kỹ thuật)
Đánh giá:
CP = 1 - Quá trình đủ năng lực CP > 1 - Quá trình dư năng lực CP < 1- Quá trình không đủ năng lực
Lean manufacturing www.tuvaniso.org
Tài liệu tham khảo áp dụng ISO/TS 16949 www.tuvaniso.org
[2] ISO 19011:2002, Hướng dẫn đánh giá hệ thống [3] ISO 9000: 2005, Hệ thống quản lý chất lượng - từ vựng [4] ISO 10012-2:1997, Đảm bảo chất lượng cho các thiết bị đo lường [5] ISO/IEC 17025:2007, Yêu cầu chung về năng lực của phòng thử nghiệm và hiệu chuẩn [6] IATF, Hướng dẫn áp dụng ISO/TS 16949 |
 Lean
đã được Toyota áp dụng vào những năm của thập niên 1950 nhưng mãi
đến đầu thập niên 1990 phương pháp này mới được đúc kết và phổ biến
ở Mỹ. Nguyên tắc chủ đạo của Lean là làm tăng giá trị cho khách hàng
thông qua việc liên tục loại bỏ lãng phí trong suốt quá trình cung
cấp sản phẩm, dịch vụ. Doanh nghiệp phải hiểu được khách hàng thật
sự quan tâm đến điều gì và sẵn sàng trả tiền cho những giá trị nào
từ sản phẩm và dịch vụ được cung cấp. Từ đó, những hoạt động nào của
doanh nghiệp không tạo ra giá trị mong muốn sẽ được giảm thiểu hoặc
loại bỏ. Việc gia tăng doanh thu là cần thiết, tuy nhiên chính chi
phí tiết kiệm từ hoạt động kinh doanh sẽ trực tiếp cải thiện lợi
nhuận cho doanh nghiệp.
Lean
đã được Toyota áp dụng vào những năm của thập niên 1950 nhưng mãi
đến đầu thập niên 1990 phương pháp này mới được đúc kết và phổ biến
ở Mỹ. Nguyên tắc chủ đạo của Lean là làm tăng giá trị cho khách hàng
thông qua việc liên tục loại bỏ lãng phí trong suốt quá trình cung
cấp sản phẩm, dịch vụ. Doanh nghiệp phải hiểu được khách hàng thật
sự quan tâm đến điều gì và sẵn sàng trả tiền cho những giá trị nào
từ sản phẩm và dịch vụ được cung cấp. Từ đó, những hoạt động nào của
doanh nghiệp không tạo ra giá trị mong muốn sẽ được giảm thiểu hoặc
loại bỏ. Việc gia tăng doanh thu là cần thiết, tuy nhiên chính chi
phí tiết kiệm từ hoạt động kinh doanh sẽ trực tiếp cải thiện lợi
nhuận cho doanh nghiệp. [1] ISO 9004:2000, Hệ thống quản lý chất lượng - Hướng dẫn
thực hiện cải tiến
[1] ISO 9004:2000, Hệ thống quản lý chất lượng - Hướng dẫn
thực hiện cải tiến
| ||||||||||

| ||||||||||
| ||||||||||